Giltza mota gehienak estanpazio bidez egiten dira.
Altzairuzko hagatxoak luzera laburrean mozten dira, totxoak deitzen direnak, eta bakoitza elektromagnetismoa erabiltzen duen indukziozko berokuntza-bobina batetik pasatzen da metala 1000 gradu Celsius ingurura berotzeko.
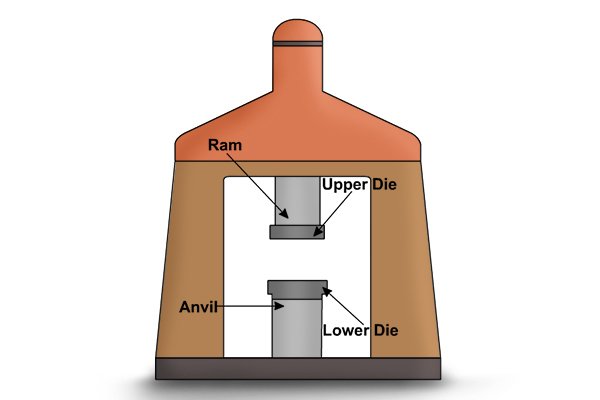
Pieza sekuentzialki hiru trokeletan jartzen da ("moldeak"). Goiko trokela piezaren gainera erortzen da, forma emanez. Lehenengo trokelak giltzaren forma zakarra ematen du, bigarrenak forma amaitua eta hirugarrenak eratutako giltzatik gehiegizko metala mozten du.
"Ebaki-lerroa" (trokelaren bi erdiak elkartzen diren tokian) gainazal leun batera lixatzen da, eta prentsa hidrauliko batek fabrikatzailearen izena eta produktuaren informazioa inprimatzen du giltzaren gainazalean.
Giltzak angelu-burua badu, makinak giltzaren amaiera tolesten du nahi den forman.
Giltzak eraztun edo azkoin-burua badu, fresatzeko makina bertikalak zulo bat egiten du buruaren erdian, brotxatzeko makina batekin moldatzeko eta neurrirako prest.
Eraztun eta kandelen giltzak ez dira estanpazio bidez sortzen. Altzairuzko hodiekin eginda daude, hodiaren muturrak profiletan sakatzen dituzten konformazio-tresnekin moldatzen direnak.
Ondoren, giltzak gogortu egiten dira altzairuaren indarra areagotzeko. Tenplaketa berotzeko eta hozteko sekuentzia zehatz bat da, altzairu mota bakoitzerako apur bat desberdina dena.
Flare azkoin buruak gogortu ondoren sortzen dira buruaren aurrealdeko atal txiki bat moztuz.
Giltzak etengabe mugitzen diren zeramikazko harri eta produktu kimikoen bainu batean uzten dira egun erdiz, erreminten gainazala estaltzeko prestatzeko.
Giltza batzuk electroplated dira nikel eta kromo disoluzioak dituen bainu batean murgilduta. Giltzatik igarotzen den elektrizitateak metalezko partikulak tresnari itsatsi egiten ditu, azalean metalezko geruza oso mehea sortuz.
Beste batzuk oxido beltzez estaltzen dira altzairuaren burdinarekin erreakzionatzen duen soluzio kimiko batean murgilduz, altzairua korrosiotik babesten duen magnetita estaldura osatzeko.
Giltzak herdoilaren inhibitzaileen soluzio batean murgiltzen dira, korrosioaren babeserako.
Giltzak osagai anitz baditu, elkarrekin lotzen dira, askotan eskuz. Esaterako, errematxeak jartzen dira buru malguko giltzen buruak ziurtatzeko, eta injekziozko moldaketa erabiliz egindako plastikozko engranajeak sartzen dira trinketa-giltzen buruetan.
Injekzio moldeatutako osagaiak plastiko urtua presiopean injektatzen den molde batean egiten dira. Pieza instalatu ondoren, kendu eta lixa daiteke amaitutako pieza leuntzeko.
Guztiz isolatuta dauden giltzak giltza injekzio-molde batean jarriz eta plastiko urtua tresna inguratzen duen barrunbean injektatzen dira, giltza plastikozko estalita atera dadin.
Azkenik, tresna bakoitza probatzen da nahikoa sendoa dela eta fabrikatzailearen estandarrak betetzen dituela ziurtatzeko.