Biraderaren errodamenduak eta horien ordezkapena
Edukia
Biradera pistoi-motorra duen edozein ibilgailuren funtsezko ataletako bat da. Aparteko bat biraderaren gailuari eta helburuari eskaintzen zaio. Orain hitz egin dezagun ondo funtzionatzen laguntzen duenari buruz. Hitz egin dezagun txertatzei buruz.
Atorrak biraderaren eta ohearen zilindro-blokearen tarte nagusien artean instalatzen dira, eta bielen bielen eta bielen beheko buruen barruko gainazalaren artean ere instalatzen dira. Izan ere, errodamendu lausoak dira, ardatzaren biratzean marruskadura murrizten dutenak eta traba egitea eragozten dutenak. Errodamenduak ez dira hemen aplikagarriak, besterik gabe, ezin dute denbora luzez horrelako funtzionamendu-baldintzak jasan.
Marruskadura murrizteaz gain, forruek piezak behar bezala kokatzeko eta erdiratzeko aukera ematen dute. Horien beste funtzio garrantzitsu bat lubrifikatzailea banatzea da, elkarreraginean dauden piezen gainazalean olio-film bat eratuz.
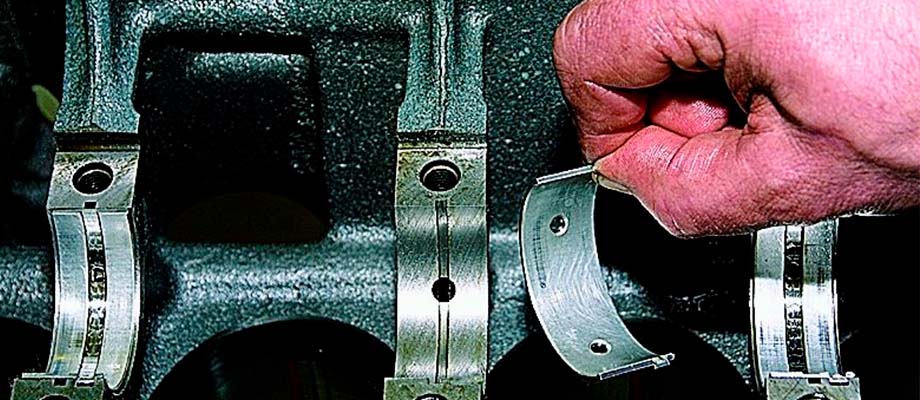
Txertaketa metalezko bi eraztun lauren zati konposatua da. Parekatuta, biraderaren txanda guztiz estaltzen dute. Erdi-eraztunaren muturretako batean sarraila bat dago, bere laguntzarekin forrua eserlekuan finkatzen da. Bultzada-errodamenduek bridak dituzte - alboko hormak, pieza hori finkatzeko aukera ematen dutenak eta ardatza ardatzean zehar mugitzea eragozten dutenak.

Erdi-eraztunetan zulo bat edo bi daude, eta horien bidez lubrifikazioa ematen da. Olio-kanalaren alboan dauden atorretan, luzetarako zirrikitu bat egiten da, eta lubrifikatzailea zuloan sartzen da.
 Errodamenduak geruza anitzeko egitura du altzairuzko xafla batean oinarrituta. Barruko (laneko) aldean, marruskaduraren aurkako estaldura bat aplikatzen zaio, normalean hainbat geruzaz osatua. Forruen egiturazko bi azpiespezie daude: bimetalikoak eta trimetalikoak.
Errodamenduak geruza anitzeko egitura du altzairuzko xafla batean oinarrituta. Barruko (laneko) aldean, marruskaduraren aurkako estaldura bat aplikatzen zaio, normalean hainbat geruzaz osatua. Forruen egiturazko bi azpiespezie daude: bimetalikoak eta trimetalikoak.

Bimetalikoei, 1 ... 4 mm-ko marruskaduraren aurkako estaldura 0,25 eta 0,4 mm arteko lodiera duen altzairuzko oinarriari aplikatzen zaio. Normalean metal bigunak ditu - kobrea, eztainua, beruna, aluminioa proportzio desberdinetan. Zinka, nikela, silizioa eta beste substantzia batzuk gehitzea ere posible da. Sarritan aluminiozko edo kobrezko azpigeruza bat dago oinarriaren eta marruskaduraren aurkako geruzaren artean.
Hiru metalezko errodamendu batek beste berunezko geruza mehe bat dauka eztainuarekin edo kobrearekin nahastuta. Korrosioa saihesten du eta marruskaduraren aurkako geruzaren higadura murrizten du.
Garraioan eta abiaraztean babes gehiago lortzeko, eraztun erdiak lataz estali daitezke bi aldeetatik.
Biraderaren atokien egitura ez dago araurik araututa eta fabrikatzaile batetik bestera alda daiteke.
Atorrak zehaztasun motako piezak dira, muga jakin batzuen barruan hutsuneak ematen dituztenak biraderaren biraketan zehar. Lubrikatzailea presiopean sartzen da hutsunean, eta horrek, ardatzaren desplazamendu eszentrikoaren ondorioz, olio-ziri deritzona osatzen du. Izan ere, baldintza normaletan, biraderak ez du errodamendua ukitzen, olio-ziri baten gainean biratzen du baizik.
Olioaren presioaren beherakada edo biskositate nahikoa ez izateak, gainberotzeak, piezen dimentsioak nominalekiko desbideratzeak, ardatzen lerrokatzeak, partikula arrotzen sarrerak eta beste arrazoi batzuek fluidoen marruskadura urratzea eragiten dute. Gero, leku batzuetan ardatzeko aldizkariak eta atorrak ukitzen hasten dira. Piezen marruskadura, berokuntza eta higadura areagotzen dira. Denboraren poderioz, prozesuak errodamenduen porrota eragiten du.
Atorrak desmuntatu eta kendu ondoren, higaduraren kausak itxuraren arabera epai daitezke.

Higatu edo hondatutako atorrak ezin dira konpondu eta berriekin ordezkatzen dira.
Linersekin izan daitezkeen arazoak kolpe metaliko latz baten bidez jakinaraziko dira. Motorra berotu ahala edo karga handitu ahala ozenago egiten du.
Biraderaren abiaduran kolpatzen badu, errodamendu edo errodamendu nagusiak oso higatuta daude.
Kolpea biraderaren abiadura baino bi aldiz gutxiagoko maiztasunarekin gertatzen bada, biela-bulegoak eta haien atorrak begiratu behar dituzu. Lepo problematikoa zehatzago zehaztu daiteke zilindroetako baten pita edo bujia itzaliz. Kolpea desagertzen bada edo isildu egiten bada, dagokion biela diagnostikatu behar da.
Zeharka, lepo eta atorrak dituzten arazoak lubrifikazio-sistemaren presio jaitsierak adierazten ditu. Batez ere, hori inaktiboetan ikusten bada, unitatea berotu ondoren.
Errodamenduak nagusiak eta biela dira. Lehenengoak BC gorputzeko eserlekuetan jartzen dira, aldizkari nagusiak estaltzen dituzte eta ardatzaren beraren biraketa leunari laguntzen diote. Azken hauek bielaren beheko buruan sartzen dira eta harekin batera biraderaren biela estaltzen dute.
Errodamenduak ez bakarrik higaduraren menpe daude, baita ardatzeko egunkariak ere; beraz, higatuta dagoen errodamendu bat tamaina estandarreko buska batekin ordezkatzeak tartea handiegia izatea eragin dezake.
Baliteke lodiera handiagoa duten errodamendu handiegiak behar izatea, egunkariaren higadura konpentsatzeko. Oro har, ondorengo konponketa-tamaina bakoitzaren estalkiak aurrekoa baino milimetro laurden lodiagoak dira. Lehen konponketaren tamainako errodamenduak tamaina estandarra baino 0,25 mm lodiagoak dira, bigarrenak 0,5 mm lodiagoak eta abar. Nahiz eta kasu batzuetan konponketa-tamaina urratsa ezberdina izan daitekeen.
Biraderaren egunkarien higadura-maila zehazteko, beharrezkoa da haien diametroa neurtzeaz gain, obalitatea eta tapertasuna diagnostikatzea ere.
Lepo bakoitzeko, mikrometro bat erabiliz, A eta B plano perpendikular bitan egiten dira neurketak hiru ataletan - 1. eta 3. atalak masailetatik bereizten dira lepoaren luzeraren laurdenarekin, 2. atala erdian dago.

Sekzio ezberdinetan neurtutako diametroen gehieneko diferentziak, baina plano berean, taper-indizea emango du.
Plano perpendikularretako diametroen diferentziak, sekzio berean neurtuta, obalitatearen balioa emango du. Higadura obalatuaren maila zehatzago zehazteko, hobe da 120 graduko hiru planotan neurtzea.
Likidazioak
Sake-balioa forruaren barne-diametroaren eta lepoaren diametroaren arteko aldea da, 2z banatuta.
Atorraren barne-diametroa zehaztea, batez ere nagusia, zaila izan daiteke. Hori dela eta, neurtzeko komenigarria da Plastigauge plastikozko alanbre kalibratu bat erabiltzea (Plastigage). Neurketa-prozedura honakoa da.
- Garbitu koipeak lepoak.
- Jarri kalibratutako haga zati bat neurtu nahi den gainazalean.
- Instalatu errodamendu-kapa giltza momenezko batekin finkagailuak pare nominalera estutuz.
- Ez biratu biradera.
- Orain destorloju giltza eta kendu estalkia.
- Aplikatu kalibrazio txantiloia berdindutako plastikoari eta zehaztu tartea bere zabaleratik.

Bere balioa baimendutako mugen barruan sartzen ez bada, lepoak konponketa-tamainaraino ehotu behar dira.
Lepoak sarritan modu irregularrean higatzen dira, beraz, neurketa guztiak hartu eta leundu behar dira, konponketa-tamaina bat lortzeko. Orduan bakarrik hautatu eta instalatu ahal izango dituzu atorrak.
Aldaketa baterako txertaketak aukeratzerakoan, barne-errekuntzako motorren modelo-sorta kontuan hartu behar da, eta gertatzen da barne-errekuntzako motorren modelo zehatz bat ere. Kasu gehienetan, beste unitate batzuetako errodamenduak bateraezinak izango dira.
Kotxearen konponketa eskuliburuan aurki daitezke dimentsio nominalak eta konponketa-neurriak, sake-balioak, tolerantzia posibleak, torloju-momentuak eta biraderari lotutako beste parametro batzuk. Atorrak hautatzea eta instalatzea eskuliburuaren eta BCren biraderaren eta gorputzean zigilatutako marken arabera egin behar dira.
Errodamenduak aldatzeko prozedura zuzenak biraderaren guztiz desmuntatzea dakar. Beraz, motorra kendu behar duzu. Baldintza egokiak, beharrezko tresnak, esperientzia eta gogoa badituzu, jarrai dezakezu. Bestela, auto-zerbitzu baterako bidean zaude.
Forruen estalkiak kendu aurretik, zenbakitu eta markatu behar dira, jatorrizko lekuetan eta instalazioan posizio berean jarri ahal izateko. Hori atorrak ere aplikatzen dira, baldin eta egoera onean badaude eta gehiago erabiltzea espero bada.
Kendutako ardatza, atorrak eta elkartzeko piezak ondo garbitzen dira. Haien egoera egiaztatzen da, arreta berezia jarri behar da olio kanalen garbitasuna egiaztatzeari. Forruek akatsak badituzte - urradura, delaminazioa, urtze-arrastoak edo itsatsita-, ordeztu egin behar dira.
Gainera, beharrezko neurketak egiten dira. Lortutako emaitzen arabera, lepoak leundu egiten dira.
Nahi duzun tamainako atorrak eskuragarri badira, biraderaren instalazioarekin jarraitu dezakezu.
muntaia
BC ohean jartzera zuzendutakoek lubrifikatzeko zirrikitua dute, eta estalkietan sartzen diren eraztun erdi horiek ez dute zirrikiturik. Ezin duzu haien lekuak aldatu.
Atorrak guztiak instalatu aurretik, haien lan-azalak, baita biraderaren buletinak ere, olioz lubrifikatu behar dira.
eta errodamenduak zilindro-blokearen ohean instalatzen dira, eta biraderaren gainean jartzen da.
Errodamenduen estalki nagusiak desmuntatzerakoan egindako marken eta marken arabera jartzen dira. Torlojuak behar den momentuarekin estutzen dira 2-3 pasetan. Lehenik eta behin, erdiko errodamenduen estalkia estutu egiten da, gero eskemaren arabera: 2., 4., aurrealdeko eta atzeko estalkia.
Tapa guztiak estututa daudenean, biratu biradera eta ziurtatu biraketa erraza dela eta itsatsi gabe.
Bielek muntatu. Estalki bakoitza bere biela gainean jarri behar da, fabrikako zulaketak elkarrekin egiten baitira. Entzungailuen blokeoek alde berean egon behar dute. Estutu torlojuak behar den momentuarekin.
Interneten gomendio asko daude errodamenduak ordezkatzeko oso kentze prozesu bat behar izan gabe. Metodo bat lepoko olio-zuloan sartzen den torloju edo errematxe bat erabiltzea da. Beharrezkoa izanez gero, torloju-burua xehatu behar da, forruaren lodiera altueraz gaindi ez dezan eta hutsunean aske pasa dadin. Biradera biratzean, burua errodamendu-eraztun erdiaren amaieraren kontra egongo da eta kanpora botako du. gero, era berean, ateratakoaren ordez txertaketa berri bat jartzen da.
Izan ere, metodo honek funtzionatzen du, eta ezer kaltetzeko arriskua txikia da, ikuskapen-zulotik biradera iristea besterik ez duzu behar. Hala ere, ezusteko ondorioak izan ditzake, beraz, zure arriskuan eta arriskuan erabiliko duzu.
Horrelako folk metodoen arazoa da ez dutela biraderaren arazoen konponketa eta neurketa zehatzik eskaintzen eta lepoak artezteko eta egokitzea erabat baztertzen dutela. Dena begiz egiten da. Ondorioz, arazoa mozorrotuta egon daiteke, baina denboraren buruan berriro agertuko da. Hau da onenean.
Oso ez da merezi huts egindako atorrak aldatzea biraderaren buletinen higadura kontuan izan gabe. Funtzionamenduan, lepoak, adibidez, obalo baten forma har dezake. Eta, ondoren, forruaren ordezkapen soil batek ia bermatuta dago laster inflexioa ekarriko duela. Ondorioz, gutxienez biraderan urradurak egongo dira eta leundu egin beharko da, eta gehienez ere barne-errekuntzako motorraren konponketa serioa egin beharko da. Biratzen bada, huts egin dezake.
Garraio okerrak ondorio negatibo larriak ere eragingo ditu. Erreakzioa kolpeak, bibrazioak eta are higadura gehiago ditu. Hutsunea, aitzitik, zilegi dena baino txikiagoa bada, blokeatzeko arriskua handitzen da.
Neurri txikiagoan bada ere, pixkanaka-pixkanaka higatzen diren beste atal batzuk: biela buruak, biraderaren ohea. Hau ere ez da ahaztu behar.